






フランジメーカーのステンレス鋼溶接ネックフランジの技術的パラメータは何ですか?フランジメーカーのスタッフが紹介に来ました。
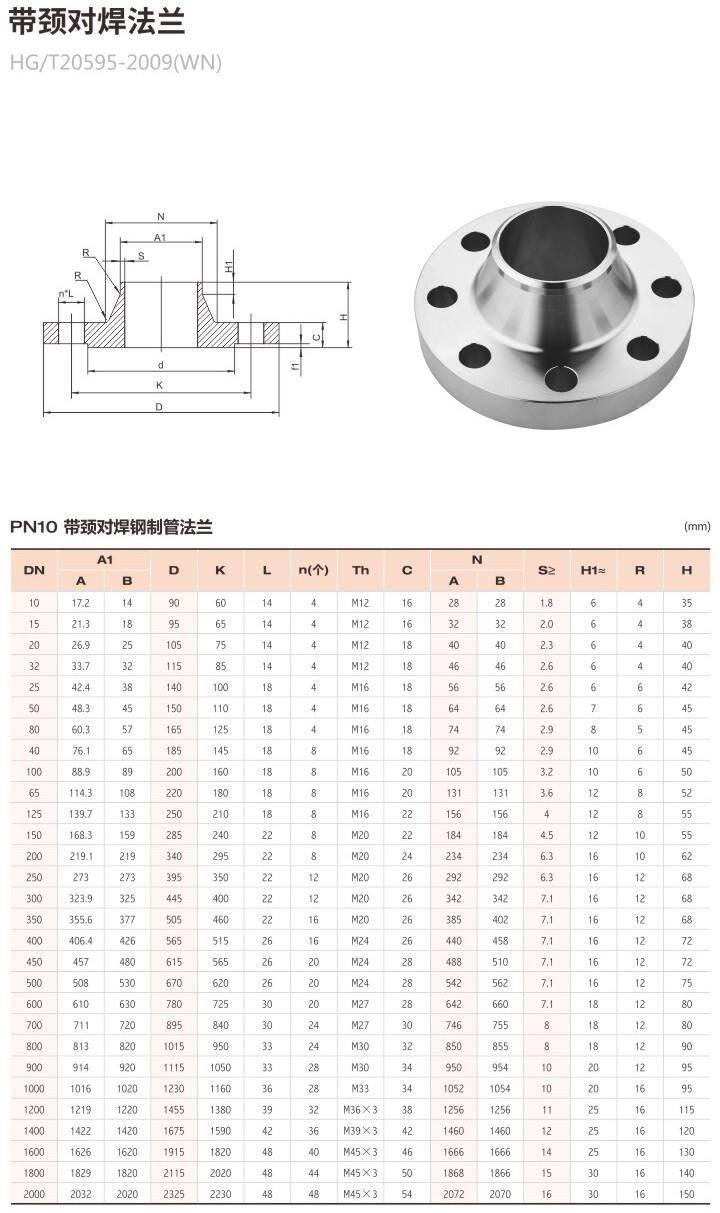
ステンレス鋼の溶接首フランジメーカーの技術的なパラメータ
1.ステンレス鋼の溶接首フランジは、一般的に鍛造または鍛造およびローリングで作られています。鋼板または断面鋼を選択する場合、以下の要件を満たす必要があります。
リングのバット溶接のために完全な浸透溶接を選択する必要があります。
2.リングのステンレス鋼の溶接ネックは、溶接後の熱処理と100%の放射線または超音波試験を受ける必要があります。放射線検査はJB4730クラスIIの要件を満たし、超音波試験はJB4730クラスIの要件を満たしています。
3.ステンレス鋼の溶接ネックフランジは超音波検査されるべきであり、剥離欠陥があってはならない。
4.それは、鋼の転がり方向に沿ってストリップにカットする必要があり、その後、曲げ、お尻は、円形のリングに溶接され、鋼の外面はリングの円筒面に形成されるべきです。鋼板は、首とステンレス溶接ネックフランジに直接機械加工してはならない。
ステンレス鋼の溶接首フランジメーカーの技術的なパラメータ
第二に、フランジメーカーのステンレス鋼の溶接ネックフランジの首の外側の斜面は7度を超えてはならない、とステンレス鋼の溶接ネックフランジの技術的なパラメータは、生産と溶接の間に厳密に制御され、生産とアプリケーションにおけるその役割と価値に完全な役割を与えることができることを確認する必要があります。
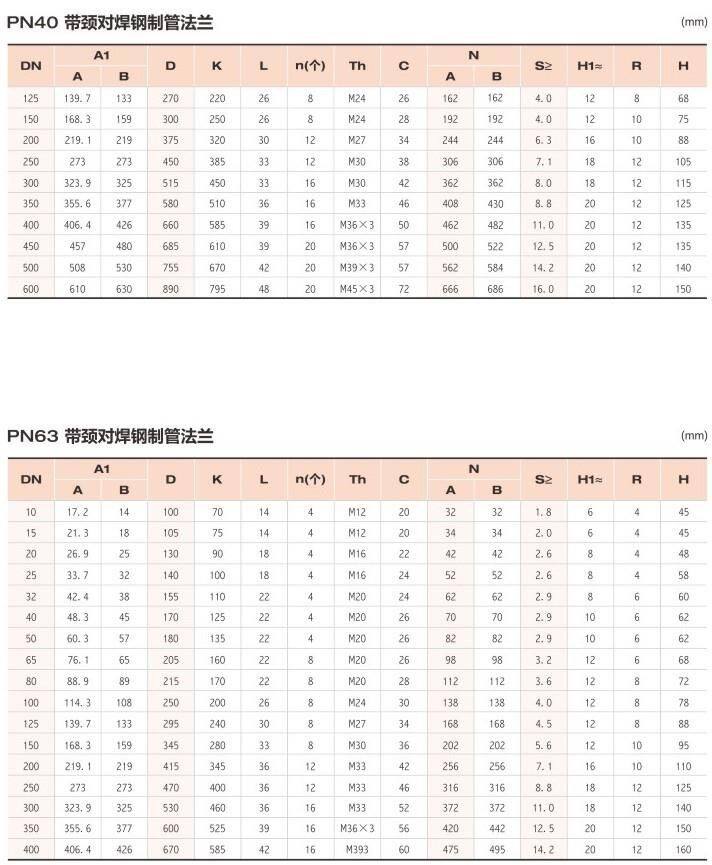
1. 0.25MP-1.0MPaの公称圧力を有する炭素鋼およびオーステニア性ステンレス鋼鍛造物は、グレードI鍛造品を使用することができます。
2、以下の規則に加えて、公称圧力PN1.6MPa-6.3MPaの鍛造物は、クラスII以上の鍛造の要件を満たすべきである。
3. 以下の条件のいずれかを満たす者は、III.及び鍛造の要件を満たします。
(1) 公称圧力PN>1.6MPa、動作温度≤-20°Cのフェライト鋼鍛造。
(2) 公称圧力PN≥10.0MPaのフランジ用鍛造物。
(3) 公称圧力PN>4.0MPaのクロムモリブデン鋼鍛造物。





